The company has been shifted in Biggleswade in 2018. The new facility covers a total surface area of about 1600 m2, divided into the production floor and offices. Capacity and flexibility are ensured thanks to plastic moulds, next-gen Acuity flatbed printers, vacuum forming machines and pad printing equipment.
This level of installed capacity has placed Biggleswade as the Group's centre of excellence in terms of plastic components, amplifying the ability to generate bespoke products and eliminating material transfer lead times. The moulding department includes a fleet of 11 plastic moulding machines with the same technology (horizontal mould separation), but different operational pressure settings (from 30 to 350 tons).
For the final layout of the machines, the closure group was arranged in a line to make mould changing quicker, while there are plans to install a raised bridge crane in the future to replace the mobile winch that is currently being used. In addition, the placement of the presses in a single row creates a single output stream for the finished product, making logistics simpler and less complicated.
The die department, the heart of plastic moulding, is worthy of a special mention. Here, the new layout of the machines was defined by a ‘technological’ rationale, meaning that operative stations with machinery using the same technology (a lathe station, EDM station, drilling station) have been created within the production floor. This ensures that the design manager and the production floor manager can always keep an eye on the work being done and quickly produce/service the moulds.
The decoration department, on the other hand, is made up of a fleet of machinery that is lighter but much greater in number (30 units). The two Acuity digital printers have been positioned within an office space in the facility, in an aseptic area to ensure the quality of the process.
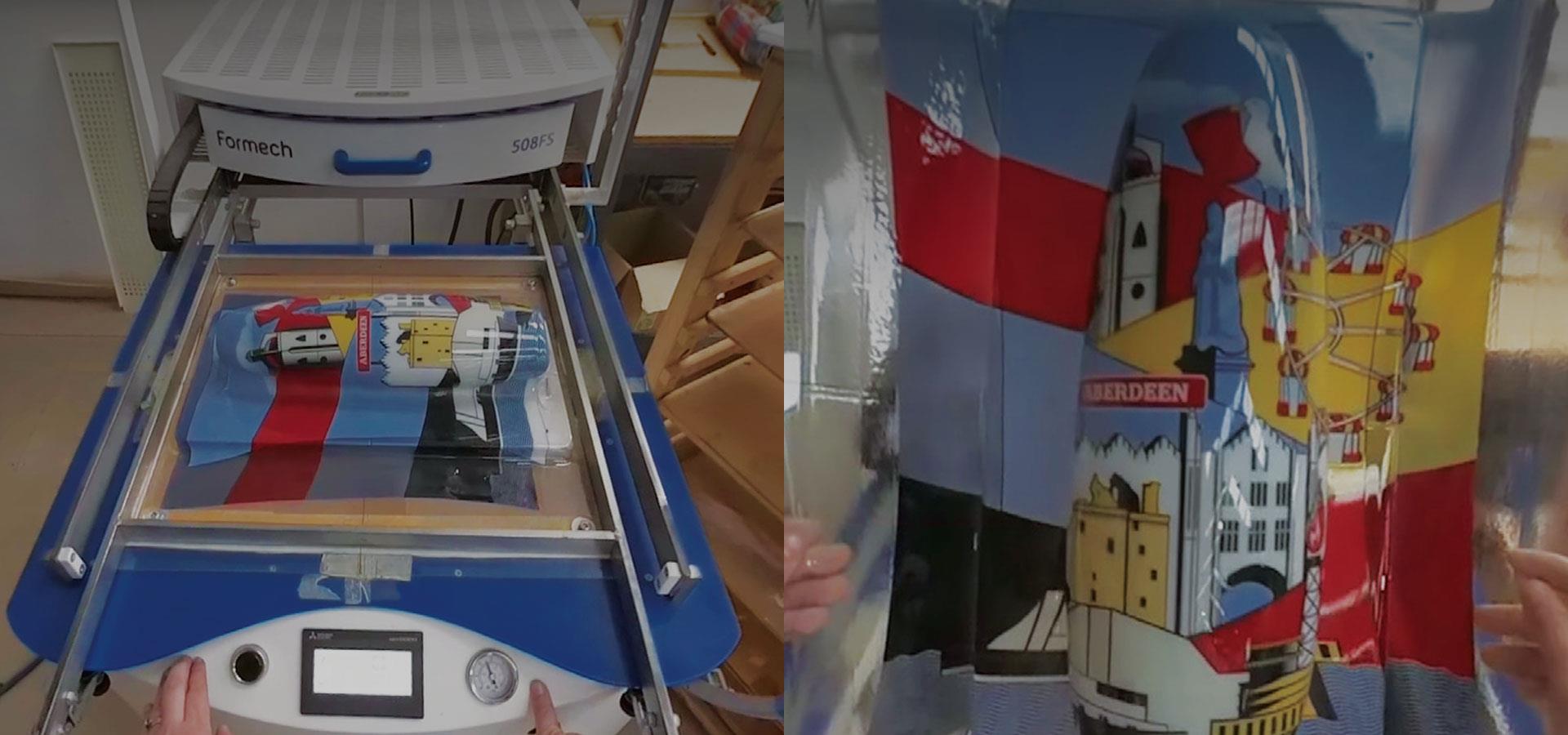
The pad printer has been placed in the working area under the mezzanine mainly for operational reasons: the products made do not depend on processes upstream at Biggleswade, so the input and output streams are more linear with this set-up. Vacuum forming, on the other hand, is found on the mezzanine in order to create a fast, continuous workflow with the nearby assembly area.
The Plant Manager at Biggleswade, Samuel Hall, says:
“I've embraced the challenge to turn Biggleswade into a competitive, efficient industrial hub that will quickly expand its client roster and production capacity. To do so, it was absolutely necessary for the new layout design to be functional and oriented towards continual growth in terms of volume. Among other things, we’re introducing the use of recycled plastic to do our part in terms of environmental sustainability and to give our customers the chance to develop circular economy projects, transferring part of their discarded products, which take on a new life in the form of new components”.
The main goal is to maximise the use of our present resources (operators and machines), building a robust organisation that will allow us to respond effectively to market requests and make production management leaner, thereby reaching a greater level of mechanical efficiency.